1. Introduction
Aluminum alloys are emerging as preferred materials in the automotive industry owing to their lightweight characteristics for reducing energy consumption [
1,
2]. Among Al alloys, Al-Mg 5xxx alloys have garnered special interest from automakers because of their excellent combination of high specific strength, toughness, weldability, corrosion resistance [
3,
4], and low cost [
5]. Alloys of the 5xxx variety exhibit superplastic behavior at specific temperatures and strain rates, resulting in a remarkable increase in ductility, often exceeding 300% [
6]. This excellent ductility has been commercially exploited through superplastic forming (SPF) to produce large and intricate autobody components that are unattainable through conventional forming methods [
7,
8]. Despite its cost-effectiveness [
3,
4,
9,
10,
11], SPF is characterized by slow cycle times, often exceeding 30 min per part [
7,
12,
13,
14]. This is because Al-Mg alloys generally exhibit superplasticity at low strain rates (10
−4 to 10
−3 s
−1) [
15].
To widely apply SPF in manufacturing auto body components, it is necessary to develop Al-Mg 5xxx alloys that exhibit optimal superplasticity at higher strain rates (≥10
−2) [
15]. Although some promising progress has been made in developing high-strain-rate superplastic (HSRS) Al-Mg 5xxx alloys [
4,
16], these alloys contain expensive elements such as Sc, which significantly increases the manufacturing cost. Thus, developing cost-effective HSRS Al-Mg 5xxx alloys remains challenging, prompting the need to explore alternative SPF methods.
High-speed blow forming (HSBF) offers a promising alternative to SPF, enabling a forming rate approximately 30 times faster than that of conventional SPF [
12]. HSBF shapes preheated Al-Mg 5xxx alloy blanks into complex auto parts by combining crash forming and SPF. Most of the forming occurs during the crash forming stage, with the final intricate details of the parts formed at low strain rates using SPF. Because of the small amount of SPF required, commercial Al-Mg 5xxx alloys that exhibit relatively low superplasticity can be used in the HSBF process [
7,
17].
A fine-grained structure with an average grain size of <10 μm is generally required for superplasticity [
16,
18,
19,
20,
21,
22]. For HSBF, the grain structure necessary to support the formation process is formed during preheating and annealing. Unlike SPF, annealing in HSBF is rapid and involves high heating rates and short holding times of less than five minutes. The grain structure that developed during fast annealing was crucial for alloy formability during HSBF. However, there are no extensive studies on the effect of this fast-annealed grain structure on the superplastic response of Al-Mg 5xxx alloys. Most studies on the superplasticity of 5xxx alloys have been conducted under slow-annealing conditions that do not simulate the HSBF. In these studies [
20,
23,
24], the alloys were annealed for more than 20 min before hot deformation. Therefore, the grain structure evolution and deformation behavior of Al-Mg 5xxx alloys under HSBF conditions remain mostly unknown.
Given that the process time is a key parameter in HSBF, understanding how the microstructure of the alloy evolves with time at the desired forming temperature will provide valuable insights into both the optimal annealing conditions required to achieve the ideal grain structure and the deformation behavior of Al-Mg 5xxx alloys for HSBF. This study investigated the influence of annealing time on the grain structure evolution of two commercial Al-Mg 5xxx alloys used in HSBF. The study subsequently examined the superplastic performance of these alloys under conditions that closely simulated HSBF. Specifically, the alloys were subjected to rapid annealing and deformed at strain rates similar to those used in crash forming (1 s−1) and superplastic forming (0.001 and 0.01 s−1). A better understanding of the microstructural evolution and deformation behavior of Al-Mg 5xxx alloys under such conditions can be leveraged to fully exploit the potential of HSBF in the automobile industry.
2. Materials and Methods
Two commercial Al-Mg 5xxx alloys utilized for the HSBF process in the form of cold-rolled thin sheets (H18-temper) were supplied by Verbom Inc. (Valcourt, QC, Canada). The chemical compositions of the two alloys were analyzed using a 7800 inductively coupled plasma mass spectrometer (Agilent, Santa Clara, CA, USA). A total of 200 mg of the alloy samples was digested in a 2% HNO3 and 1% HCL acid solution using a microwave (CEM mars 6). The prepared solution was introduced into the ICP-MS for elemental analysis.
Samples of the cold-rolled sheets of the two alloys were cut along the rolling direction to examine the as-received microstructure. To observe the grain structure, the samples were mechanically polished and electro-etched in Barker’s reagent (3 vol.% HBF4 solution) at 17 V for 90 s. Subsequently, the grain structure was examined using optical microscopy under polarized light. The intermetallic phases (IMCs) in the rolled sheets were analyzed using a scanning electron microscope (SEM, JSM-6480LV, JEOL Inc., Tokyo, Japan) equipped with an energy-dispersive X-ray spectrometer (EDS). The area fraction of the IMCs was quantified by evaluating 50 optical light micrographs using ImageJ software V1.53.
Additionally, a transmission electron microscope (TEM, JEM-2100, JEOL Inc., Tokyo, Japan) operating at 200 kV was used to observe the distribution of the dispersoids. The TEM images along the
Al zone axis and the dispersoid attributes were quantified using ImageJ software. The number density
of the dispersoids was evaluated using Equation (1) [
25].
Here,
N is the number of dispersoids,
A is the total area,
D is the equivalent diameter of the dispersoids, and
t is the thickness of the TEM foil [
26]. More than 200 particles were analyzed, and the average value was reported.
To study the effect of the annealing time, sheet samples measuring 20 mm × 10 mm with a thickness of 2 mm were isothermally heated in an electric-resistant furnace for 2, 4, 10, 15, and 30 min, following a procedure similar to that used by McNelley et al. [
27]. The furnace was maintained at 520 °C, and the samples were directly placed in the preheated furnace with a thermocouple attached to them. The annealing time was measured from the moment when the temperature of the samples reached 520 °C. Owing to their small dimensions, the samples’ preheating time for reaching 520 °C was approximately 3 min. After annealing, the samples were removed from the furnace and cooled in air. The grain structure of the annealed samples was examined by optical microscopy under polarized light after electro-etching and electron backscattered diffraction (EBSD). The EBSD analysis was conducted with a step size of 1 µm in a sample area of 300 µm × 250 µm. The average grain size was determined from the polarized light micrographs using the linear intercept method in accordance with ASTM E112-12 [
28].
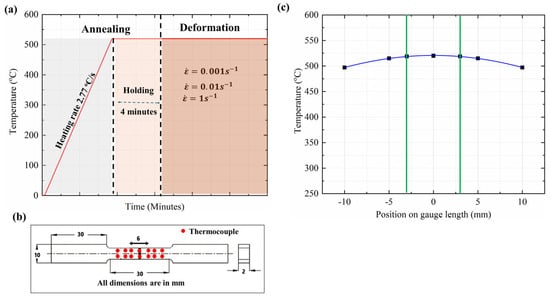
To investigate the superplastic behavior of the alloys, high-temperature tensile testing was conducted using a Gleeble 3800, Dynamic Systems Inc., New York, NY, USA, thermomechanical simulation system, following the test procedure outlined in
Figure 1a. Tensile samples were cut and machined along the rolling direction (
Figure 1b). During the testing, the samples were first heated rapidly with a heating rate of 2.77 °C/s to 520 °C and annealed for 4 min before undergoing tensile deformation. Tensile tests were performed at three strain rates of 0.001, 0.1, and 1 s
−1. Unlike the conventional isothermal furnace system typically used for hot tensile tests, the Gleeble 3800 unit employs electroresistance heating that allows the rapid heating of samples to reach the target deformation temperature [
29,
30], similar to the HSBF operation. The ASTM E21 standard [
31] for superplastic tests requires a sample holding time of more than 20 min to establish thermal equilibrium in a conventional isothermal furnace [
32,
33]. The slow heating rate and prolonged holding time render the conventional isothermal heating approach unsuitable for simulating the HSBF process, which involves rapid microstructural changes during high-temperature annealing.
Temperature distribution and control are critical during Gleeble high-temperature tensile testing, because a parabolic temperature distribution is produced along the sample length. During the primary annealing tests, several K-type thermocouples were spot-welded on the sample surface at different positions (0, ±3 mm, ±5 mm, ±10 mm) (see red dots in
Figure 1b). This was performed to determine the uniform temperature zone (UTZ) along the gauge length [
29,
34].
Figure 1c shows the temperature distribution profiles at various positions on the sample. The temperature at the center of the sample was 520 °C, while the readings at the ±3 mm, ±5 mm, and ±10 mm positions were 519 °C, 514 °C, and 497 °C, respectively. The temperature varied only 1 °C at the ±3 mm position; as a result, the uniform temperature zone was identified as the 6 mm center region of the sample, which was chosen as the gauge zone for tensile elongation measurements. During tensile testing, only one thermocouple was spot-welded to the sample center to monitor and control the test temperature. The tensile tests were repeated three times for each condition to ensure reproducibility and consistency.