
3.2.1. Flow Characteristics
Figure 5 visually represents the distribution characteristics of the airflow within the furnace when the boiler runs under different working conditions. The figure indicates that the flow field in the boiler generally presents a symmetrical distribution. The convergence of the airflow originating from the strategically positioned burners occurs centrally, subsequently ascending vertically throughout the entire height of the furnace. The pulverized coal flow from the lower burners partly moves downward after the convergence at the core of the furnace, thus forming a region with a higher air velocity in the ash hopper. To prompt the combustion of pulverized coal, the OFA, which accounts for about 30% of the total air volume, enters from the upper part of the furnace. The OFA could penetrate the flue gas smoothly to the middle of the furnace due to its high wind speed and strong airflow rigidity. Above the arch nose, the flue gas velocity decreases sharply, and backflow occurs [31,37].
When the boiler adopts OM1, due to the asymmetry of the air volume of the second-layer burners, the directionality of the flow field in the furnace will be skewed towards the front wall, which may cause the flame to be skewed, resulting in slag formation on the front wall heating surface. However, when the boiler adopts OM2, the gas distribution within the furnace is better. Compared to OM1, operating OM2 with fewer burners can enhance the airflow velocity of each individual burner by approximately 30%. The augmentation of the airflow velocity within the furnace fosters an intensified blending of pulverized coal and air, consequently elevating the efficiency of both the thermal and mass transfer processes [9,30,38].
As is evident in Figure 6, the duration of the pulverized coal’s presence within the furnace through the lower-level burners is significantly longer than that of the coal injected from the middle-level burners. Taking the boiler operating at 25% BMCR with OM1 as an example, the pulverized coal that is injected via the lower-level burners maintains its presence within the furnace for a duration of 21 s, while the corresponding duration for the coal from the middle-level burners is 14 s. Due to the longer heating path experienced by the pulverized coal emanating from the lower-level burners, its burnout rate (reaches 99.4%) is also higher. The duration of the pulverized coal’s presence within the furnace decreases due to the rise in the flue gas volume as the operating load of the boiler increases [26]. However, since the temperature level within the furnace also elevates correspondingly, the burnout rate of the pulverized coal is not significantly impacted. Although there is a tendency for more pulverized coal to move towards the ash hopper when OM2 is adopted, the variation in the burnout rate of the pulverized coal is under 1%.
3.2.2. Temperature Profile
Figure 7 presents the temperature distribution when the boiler is operating under the 25% BMCR and 35% BMCR conditions. The diagram indicates that the temperature maintains a broadly comparable pattern when the identical operational mode is utilized. The extent of the high-temperature zone expands when the load of the boiler increases. The flame symmetry inside the furnace is poor when the boiler adopts OM1, and the high-temperature area is significantly skewed towards the rear wall, which could lead to an uneven heat load distribution in the furnace and exacerbate the slagging and corrosion of the rear water-cooled wall [9,39]. When OM1 is adopted, the pulverized coal ejected from the lower burners encounters resistance and has greater difficulty moving upwards after meeting in the center of the furnace. In contrast, when the boiler operates in the OM2 mode, the output of each individual burner increases, leading to a tendency for more pulverized coal to enter the ash hopper area when the boiler operates in the OM2 mode. The combined effect of these two factors determines the amount of pulverized coal that enters and burns in the ash hopper. It is evident that the temperature in the ash hopper is higher when the boiler operates under OM1, reaching 1750 K and 1650 K, respectively. This indicates that the obstruction caused by the airflow from the middle burners to the lower pulverized coal is dominant, allowing more pulverized coal to enter and burn in the ash hopper.
During the low-load operation of the boiler, the primary source of ignition heat for pulverized coal combustion is the swirling secondary air. The secondary air directs flue gas towards the root of the primary air, facilitating the ignition of the pulverized coal. In OM1, the pulverized coal near the rear wall is ejected from two layers of burners, consuming a large amount of O2 and failing to form a good recirculation zone, which hinders the ignition of the pulverized coal and could easily cause slagging and corrosion near the rear wall [24,25]. In contrast, OM2 has the potential to create a low-temperature area in proximity to the water-cooled wall by virtue of the entrainment effect of the swirling secondary air, ensuring the safety of the water-cooled wall.
The introduction of OFA into the furnace ensures the continued combustion of the unburned pulverized coal, resulting in a subsequent increase in the furnace temperature along the height direction [38]. Figure 8 illustrates the influence that various operation modes exert on the temperature throughout the furnace. The average temperature (taking the boiler running with OM2 at 35% BMCR as an example) rapidly increases in the ash hopper (0~10 m), and reaches a peak temperature at around a 9 m height. The temperature increases dramatically as the coal powder is injected by each layer of burners, reaching a peak temperature between adjacent layers of burners, with a temperature of about 1730 K at a height of about 15 m. The OFA, comprising 28% of the total air volume, enters the furnace, causing a reduction in the temperature to 1400 K and compressing the flame in the upper portion. Subsequently, the temperature increases anew as the remaining unburnt carbon undergoes further combustion.
3.2.3. Gas Emission
The distribution of O2 in the furnace makes a notable difference to the combustion and heat transfer of coal powder and the complete combustion of coke [13]. In addition, the O2 atmosphere also affects the emission characteristics of pollutants [37]. The distribution of O2 shown in Figure 9 reveals that when the boiler is operating at a low load, the lower swirl intensity and lower secondary air volume hinder the formation of a good aerodynamic field for the stable combustion and reduction of NOx. Figure 10 shows the mole fraction changes in O2 and CO2 in cross-sections along the height of the furnace. In general, O2 and CO2 show opposite distributions, and when the same operating mode is applied, the component distribution in the furnace are generally similar at different loads, reaching a peak at the burner nozzle and then sharply increasing with the combustion of coal powder. Figure 10a with Figure 10b could reveal that the CO2 content in the ash hopper area is much higher (the CO2 content in the ash hopper area of the boiler operating under OM1 is 4 times that of OM2) in OM1 than that in OM2. This is because the resistance of the coal powder flow from the lower burners is greater in OM1, leading to more coal powder burning in the ash hopper. However, the ash hopper does not receive sufficient oxygen replenishment, which could lead to the incomplete combustion of the pulverized coal [13,40].
The distribution of CO and O2 exhibits an inverse pattern [13]. This can be observed by comparing the distribution of O2, as revealed in Figure 9, and the distribution of CO, as shown in Figure 11. The body of previous work has highlighted the fact that the concentration of CO inside the furnace is mainly determined by three factors: the combustion of volatiles producing CO, the combustion of coke producing CO, and CO consumption through oxidation. Among these, the rates of CO generation from volatile combustion and CO oxidation are much higher than the rate of CO generation from coke combustion. Therefore, the distribution of CO inside the furnace depends mainly on the rates of volatile combustion and CO oxidation, both of which are strongly correlated with the distribution of O2 [41].
Boilers operating under the OM1 condition reduce the quantity of pulverized coal injected by each burner and promote the mixing of pulverized coal and air to a certain extent, which results in less CO produced in the main combustion zone. OFA enters the furnace and provides the O2 needed for the combustion of coke and promoting the oxidation and consumption of CO, leading to a sharp decrease in the CO content, as elegantly illustrated in Figure 12 [16,30]. The mole fraction of CO in the ash hopper reaches 0.108 when the boiler employs OM2, whereas this value is merely 0.015 when the boiler adopts OM1. This fact corresponds with the previously mentioned finding, where the application of OM2 results in the emission of more pulverized coal from a single burner nozzle, hindering the full mixing of pulverized coal and air.
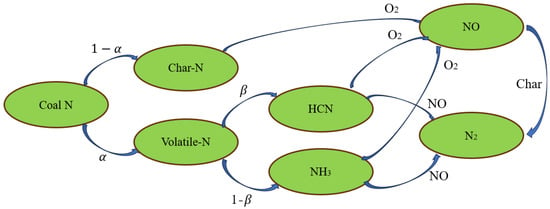
The NOx we usually talk about exists in various forms. The formation of NOx mainly occurs in three ways during the combustion process in boilers, including thermal NOx, prompt NOx, and fuel-based NOx. Under conditions of elevated temperature, thermal NOx arises through the oxidation of nitrogen present in the air. Prompt NOx is generated by the reaction of nitrogen in the air and hydrocarbon ions in the fuel. And fuel-based NOx is formed by the continued oxidation of nitrogen-containing compounds in the fuel after their decomposition. The NOx already present in the flue gas will react with the volatile matter and coke produced by the heating decomposition of coal powder with the generation of NOx. The total amount of NOx generated depends on the competition between the NOx generation reaction and the reduction reaction. In the high-temperature zone within the furnace, thermal NOx is primarily generated. As the flue gas temperature decreases, fuel-based NOx is produced in large quantities. Therefore, when the boiler operates at a low load, NOx is mainly generated in the burner zone and the furnace exit region. When the boiler runs at a high load, the NOx concentration at the furnace outlet decreases due to the higher flue gas temperature [42]. The area with a high CO concentration in the furnace has a good reducing atmosphere, which will inhibit the generation of NOx, which explains the inverse distribution of CO and NOx in Figure 11 and Figure 13.
The distribution of NOx is shown in Figure 13. As presented in Figure 13, the NOx generated by the boiler when operating at 25% BMCR is significantly higher than that generated when operating at 35% BMCR. This is mainly because when the boiler load is reduced, especially at extremely low loads such as 25% BMCR, the temperature in the furnace drops significantly, resulting in the lower production of thermal NOx. The production of fuel-based NOx becomes the main factor affecting the NOx content [43,44]. In addition, the figure also shows that the NOx generated under the OM2 condition is significantly less than that under the OM1 condition in the burner area. This is because the power of a single burner deviates far from its normal operating range when the boiler operates in OM1, making it difficult for coal powder to form a good NOx reduction zone near the burners and leading to a large amount of fuel-based NOx. However, when the boiler adopts OM2, significant amounts of NOx are generated in the upper part of the furnace and at the outlet [35,45]. Taking 25% BMCR as an example, when OM2 is employed, the NOx concentration at the furnace outlet reaches 1083 ppm, whereas with OM1, this value is 743 ppm. Such severe pollutant emissions are not permissible and pose a new challenge to the desulfurization and denitrification systems of boilers. The primary reason for the observed phenomenon lies in the fact that there is no additional pulverized coal fed into the middle burners when the boiler employs OM2, resulting in a sharp decrease in temperature along the height of the furnace. In particular, the insufficient turbulence in the recirculation zone leads to a lack of vigorous airflow disturbance, which subsequently contributes to the significant generation of fuel-based NOx in the upper part of the furnace [13,16].
Source link
Peian Chong www.mdpi.com
