
Prepolymer Composition
As prepolymers for the resin formulations, itaconic acid-based polyesters were used. The resins were synthesized via polycondensation of itaconic acid, a second dicarboxylic acid, and two or three different diols (Scheme 1) as reported previously [32,33,37]. The exact composition and biobased content of the prepolymers are shown in Table 1. The prepolymers were obtained as yellowish viscous resins. Unlike most commercially available prepolymers, these polyesters are completely free of (meth)acrylic acid as the α,β-unsaturated double bond of the itaconic acid undergoes UV-induced radical crosslinking.
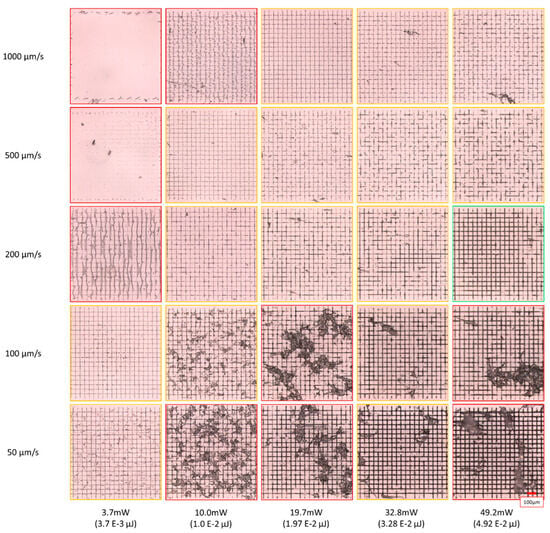
With these different prepolymers, a first set of resins were formulated (Table 2). Isobornylacrylate (IBOA) was used as partially biobased reactive diluent to adjust the viscosity of the resins. In one case (FORM-02) acryloylmorpholine (ACMO) was added to study the influence of the more reactive acrylamide on the performance of the TPP. Furthermore, TPO was added as a photoinitiator (1%), and MeHQ (0.05%) as a stabilizer. The biobased content of the formulation is also shown in Table 2, including the percentage of biobased material for the oligomer, the diluent, and the overall quantity, estimated as the percentage in weight of the components of biobased origin. The formulations were based on previous formulations for SLA and DLP printers [33,34,37]. The compatibility of these resins with TPP was subsequently studied through the fabrication of rectangular meshes, analysing the influence of laser pulse energy and scanning speed on the lateral and vertical resolution of the fabricated lines, as shown in Figure 1. The meshes were fabricated with the specialized system available at AIMEN and described in the Materials and Methods Section. Additionally, the same mesh was fabricated using a well-known commercial resin (Ormocomp©) as a benchmark.
As mentioned above, the main fabrication parameters that were considered for this work were the laser pulse energy and scanning speed, since they are the most relevant parameters in TPP; the outcome of the experiments for each of the provided formulations were analysed with the help of a confocal microscope. As an example for these experiments the results for FORM-02 are shown in Figure 1. The polymerization trend is similar for all the formulations within the parameter window used for this study (with the only difference being the polymerization threshold and efficiency, which depended on the particular formulation). The experiments for all the other formulations are shown in the supporting information. As can be observed in Figure 1, the thickness of the fabricated lines increases with the pulse energy and decreases with the scanning speed, as expected, since the laser dose received in a specific volume increases with the pulse energy and decreases with the scanning speed. It becomes apparent in the images in Figure 1 that the optimal processing window is quite tight, since small increases in pulse energy, or decreases on scanning speed, led to the appearance of much thicker lines and, even to crosslinking between adjacent lines. On the contrary, a combination of fast scanning speeds, above 500 µm/s, and lower pulse energies, below 20 nJ, led to the fabrication of very narrow but non-uniform lines and, in some cases, to the loss of the printed structures during cleaning due to a low adhesion to the substrate. The combination of parameters that led to a non-adequate polymerization (either by over or sub-polymerization) are highlighted with red contoured meshes in Figure 1. However, it is interesting to note that the lower radiation dose caused by the increase in scanning speed up to the mm/s range could be compensated by the increase in pulse energy, allowing the fabrication of continuous and uniform lines with a higher throughput. In fact, looking at the meshes corresponding to the diagonals of the figure, they have a similar appearance, demonstrating that faster fabrication throughputs can be achieved by the combined increase of both parameters: pulse energy and scanning speed. These tendences, are confirmed by looking in detail at the width of the written lines inside the meshed structures (Figure 2). As can be seen in the figure, the line width increases with the pulse energy and decreases with the scanning speed.
The height of the written lines follows a similar trend to their width, as can be seen in Figure 3. The line height increases with the pulse energy, while decreasing with the scanning speed. The consistency of this behaviour confirms not only the lateral but also the vertical resolution of the fabrication can be effectively controlled by adjusting the laser pulse energy and scanning speed. These results also demonstrate that the fabrication throughput can be increased via a simultaneous increment of both pulse energy and scanning speed. However, it should be noted that the maximum height of the written lines varied depending on the resin formulation. The resins that provided a better control of the vertical resolution were the formulations based on the PREPOL-01 prepolymer, with IBOA or a 1:1 mixture of ACMO and IBOA as diluent (see Figure 4). Those formulations allowed the fabrication of structures with a height up to 8 and 5 µm, respectively, by optimizing the pulse energy and fabrication speed. The formulation based on the PREPOL-02 prepolymer provided a good control of the height of the fabricated lines as well, even if not as accurate as the formulations based on the PREPOL-01 prepolymer. The other formulations did not allow the fabrication of lines with a height and uniformity good enough for 3D fabrication, which ruled them out for TPP (see supporting information for the printing results of the other formulations). This was an unfortunate outcome, since the other three formulations (FORM-01, FORM-04, and FORM-06) were the ones that presented a higher biobased content, as can be seen in Figure 4. Comparing the formulations, it can be seen that ACMO in FORM-02 does have a beneficial effect on the printing performance compared to FORM-03 where only IBOA is used. However, the resins also seem to have a considerable influence on the outcome of the TPP process. Although all formulations, with the exception of FORM-02, are based on IBOA only, the difference in performance is quite significant, which can then only be associated with the composition of the prepolymers. PREPOL-01 and PREPOL-002 were synthesized from different monomers. While PREPOL-01 is composed of very rigid building blocks, like the cyclic isophthalic acid and the branched NPG, PREPOL-01 consists mainly of more flexible chains, such as sebacic acid and the biobased polyether Velvetol 2000. Nonetheless, FORM-03 and FORM-05 show similar behavior in the vertical growth during the TPP process, while PREPOL-03–05 show inferior performance. The reasons behind this effect are not fully understood. However, one explanation could be a difference in the molar ratio of itaconic acid to the other monomers, which is lower for PREPOL-03–05.
A second batch of resins was formulated based on these results, with the aim of having good control of the polymerized height, while having the highest biobased content possible. These resins were based on a slight variation of the FORM-05 variant, since it was the resin that provided the best height control with a biobased material percentage over 70%. In this case, the aim of the study was the analysis of the influence of the concentration of ACMO and IBOA reactive diluents in the formulation for a given prepolymer, in this case the PREPOL-02, as one of the most promising base materials. The formulation of this second batch of resins can be seen in Table 3. The biobased content of these formulations was in a range between 37.3% for the sample with ACMO as diluent, and 72% for the sample with IBOA as diluent. Therefore, the difference in percentage of biobased material was mostly attributed to the concentration of biobased diluent, since the other components had the same properties for all formulations. An additional variation of the FORM-05 formulation was prepared with an increased content of PI, to check if this increment could lead to an increased height in the fabricated lines.
These new formulations were tested following the same procedure that was carried out with the first batch of resins, fabricating a matrix of meshed structures with increasing laser pulse energy and scanning speed. There was no significant difference in the lateral resolution of the lines written on the mesh with a 1.0% concentration of PI. However, the introduction of ACMO in the formulation lead to a slight increase in the polymerization threshold. While a pulse energy of 3.7 × 10−3 µJ was enough to start writing lines at a scanning speed of 0.10 mm/s on the samples containing only IBOA as a diluent, 1.0 × 10−2 µJ were required for the samples containing ACMO to maintain the fabricating speed. This trend seems to agree with the maximum height of the lines fabricated with these formulations, as can be seen in Figure 5. Amongst the formulations with a 1.0% PI concentration, the resin that only contained IBOA allowed better control of the line’s height and uniformity.
On the other side, the addition of an extra 1% concentration of PI led to a reduction in the lateral resolution of the fabricated features. The increase in PI promoted crosslinking between adjacent lines, particularly on the crossing sections, leading to the fabrication of thick lines with blurred intersections, even with laser powers slightly over the photopolymerization threshold. Therefore, it seems that the PI concentration should not exceed 1% for these formulations, while the most adequate diluent for TPP resins would be IBOA, or at least the diluent should contain IBOA in the mixture.
Following the results found for these two batches of resins, a final set of two resins was formulated (see Table 4) and tested for 3D printing fabrication. One of the selected prepolymers was PREPOL-1, which presented very good results, (as shown in Figure 4), which was mixed with IBOA to get the highest biobased content possible. A similar prepolymer with a higher biobased content was prepared by replacing the petrochemical HDO with 1,3-PDO (PREPOL-06), which is commercially available from renewable resources. This prepolymer was combined with a 50% mixture of ACMO and IBOA, shown in Table 4. The fabrication of the meshed structures was successful for both formulations, with a good control of the lateral and vertical resolutions, making them good candidates for 3D fabrication, which again could be related to the higher molar ratio of itaconic acid in the prepolymer. Due to these promising results, further TPP experiments were conducted via the fabrication of two different kinds of actual 3D microstructures: woodpile structures and micropyramids.
The first design that was selected for 3D fabrication was a woodpile structure, which is the usual benchmark for TPP due to its strong interest for photonics [40]. The woodpile structure was fabricated with a lateral size of 100 µm, a pulse energy of 1.5 µJ, and a scanning speed of 15 µm/s in a commercial TPP machine (µFAB). The design file of the structure was introduced to the software of the machine, and then sliced with an interlayer of 1 µm.
This kind of microstructure was fabricated with the last two formulations with different outcomes (Figure 6). The formulation FORM-07-B promoted the fabrication of the woodpile structure, with separated cylindrical features, but the achieved vertical resolution did not allow a good separation between consecutive cylindrical layers, resulting in a partial polymerization of the resin in the areas between cylinders when the distance between consecutive layers and adjacent cylinders was reduced, as can be clearly seen on the bottom image of Figure 6. The other formulation, FORM-07-A, favored the fabrication of very well-defined woodpile structure, visible on the top image and profile of the same Figure 6. In this latter case, there was no evidence of crosslinking between the adjacent cylinders, not even between consecutive layers, demonstrating not only a more than acceptable resolution for 3D printing via TPP but also a good repeatability between consecutive layers. It is worthy noticing, however, that the fabrication of separated structures required a larger interlayer and distance between cylinders in this latter case, indicating that targeting higher resolutions would require a fine tuning of the selected resins.
These results were confirmed through the fabrication of arrays of pyramidal structures with the FORM-07-A formulation (Figure 7), with the aim of analysing the robustness of the fabricated structures with a closed structure. In this case, a smaller slicing distance was used (1 µm) to check the vertical resolution for the fabrication of stepped 3D structures, like the case of the micropyramids.
As can be seen in Figure 7, pyramids with a lateral size in the range of 20 µm and a height around 10 µm were fabricated with a good repeatability, demonstrating that biobased resins could be suitable for 3D fabrication through TPP with resolutions within the micron range.
Source link
Francisco Gontad www.mdpi.com